



10 utili impostazioni dello slicer che ti salveranno le stampe
Le accurate impostazioni dello Slicer sono uno dei fattori più importanti per ottenere una stampa di successo.
Anche i produttori più esperti spesso passano attraverso tentativi ed
errori per trovare le impostazioni che danno loro una bella
stampa.
Con questo articolo passeremo a valutare alcune delle impostazioni più avanzate che offrono
un controllo più dettagliato su come sarà eseguita la tua stampa, portandola in questo modo ad un livello ottimizzato.
Un gran numero di utilizzatori ha scelto Simplify3D come 3D Slicing Software, un programma ricco di impostazioni in grado di fornire un controllo capillare sulla
qualità; ma i consigli che leggerete di seguito sono validi per qualsiasi altro programma di questo tipo.

Impostazioni estrusore
Molti dei problemi che i produttori incontrano è il comportamento della macchina durante l'estrusione dei filamenti.
Alcuni dei problemi più comuni sono quando il filamento esce stopposo,
c'è oozing (stillicidio) o non nhe esce abbastanza. Problemi risolvibili tramite le regolazioni dell'estrusore.

Questa impostazione consente di controllare la quantità di filamentioche esce dall'ugello e permette di apportare piccole regolazioni alla velocità di
flusso di estrusione. Come linea guida, l' ABS solitamente stampa con un moltiplicatore di 1 (100%) e il PLA con un moltiplicatore di 0,9.
Se si notano problemi con la portata (troppo o troppo poco), fate piccole
regolazioni di 0,05, perché anche se minime possono fare una
grande differenza. Se si aumenta il moltiplicatore da 1,0 a 1,05, si estruderà il 5% di filamenti in più.
Se si aumenta il moltiplicatore, potrebbe essere necessario aumentare
anche la temperatura, in modo che il filamento possa sciogliersi
meglio prima di essere estruso.

La disperazione di un maker inizia quando il filamento caldo viene estruso e trascinato, lasciando
stringhe aggiuntive che sembrano ragnatele tra le parti del modello. Il più delle volte sono causate da impostazioni di ritrazione improprie. Questa impostazione determina la quantità di filamento che viene estratta dall'ugello quando viene ritirato.
Se si dispone di un estrusore ad arco, è possibile che si richieda una
maggiore distanza di retrazione rispetto agli estrusori a trasmissione
diretta, poiché vi è una maggiore distanza tra l'ugello e l'ingranaggio
di guida in cui si posiziona il filamento. Se si nota fuoriuscire del filamento dal
beccuccio mentre si muove, aumentare la distanza di retrazione di 0,5 o
1 mm alla volta e vedere se questo aiuta.

Con questa impostazione, è possibile controllare la velocità di uscita del filamento dall'ugello. Le velocità consigliate vanno da 1800-6000mm al minuto o 30-100mm al secondo e la velocità più efficiente dipenderà dal tipo di filamento utilizzato.
Se la retrazione è troppo bassa, è possibile che il filamento esca
lentamente dall'ugello creando spazi irregolari sul piano.
Quando la velocità di retrazione è impostata su un valore troppo alto,
può causare problemi quali il blocco del motore e la creazione di accumulo. La velocità di retrazione non dovrebbe essere necessariamente uguale alla velocità di stampa o alla velocità di spostamento.
Provate a impostare la velocità di retrazione stampando piccoli oggetti di prova, con dimensioni ridotte.

Quando inizia la retrazione, potrebbe esserci del filamento residuo
nella parte calda che può fuoriuscire e creare difetti alle estremità
dei perimetri.
La modalità Coasting indica all'estrusore di interrompere la stampa di
una distanza specificata.
Ciò consente di eliminare qualsiasi filamento rimanente.
Se la distanza di partenza è impostata su 5 mm,
l'ugello non estrarrà il filamento per gli ultimi 5 mm prima della fine
di un perimetro e il filamento rimanente nella parte calda verrà
trasportato per gli ultimi 5mm. In genere, una distanza di compresa tra 0,2-0,5 mm è sufficiente per avere un impatto notevole.
Impostazioni dei livelli

4. Altezza del primo strato
Avere un primo strato solido è di sicuro un fattore determinante!
Per dare al primo strato una superficie più ampia di aggancio, puoi regolare l'altezza del livello al di sotto del 100%.
Questo non cambia la quantità di filamento che esce, così lo stesso
volume di filamento sarà forzato in uno spazio con meno altezza. Questo ti dà quella pressione extra, il calore e l'area di superficie per la tua stampa per farla attaccare meglio al letto. Puoi anche aumentare la larghezza del livello per dare più spazio sul piano di stampa, che aiuta anche con l'adesione.
5. Velocità del primo strato
Se volete assicurarvi che il vostro primo strato abbia una buona presa sul piano di stampa, è normale avere una velocità inferiore per il primo strato della stampa, solitamente il 30-50% di quella normale. Questo dà al filamento più tempo per attaccarsi al letto.
Ad esempio, stampando questo modello di Pokemon alla velocità
consigliata di 50mm/s, puoi impostare il primo layer a 25mm/s.

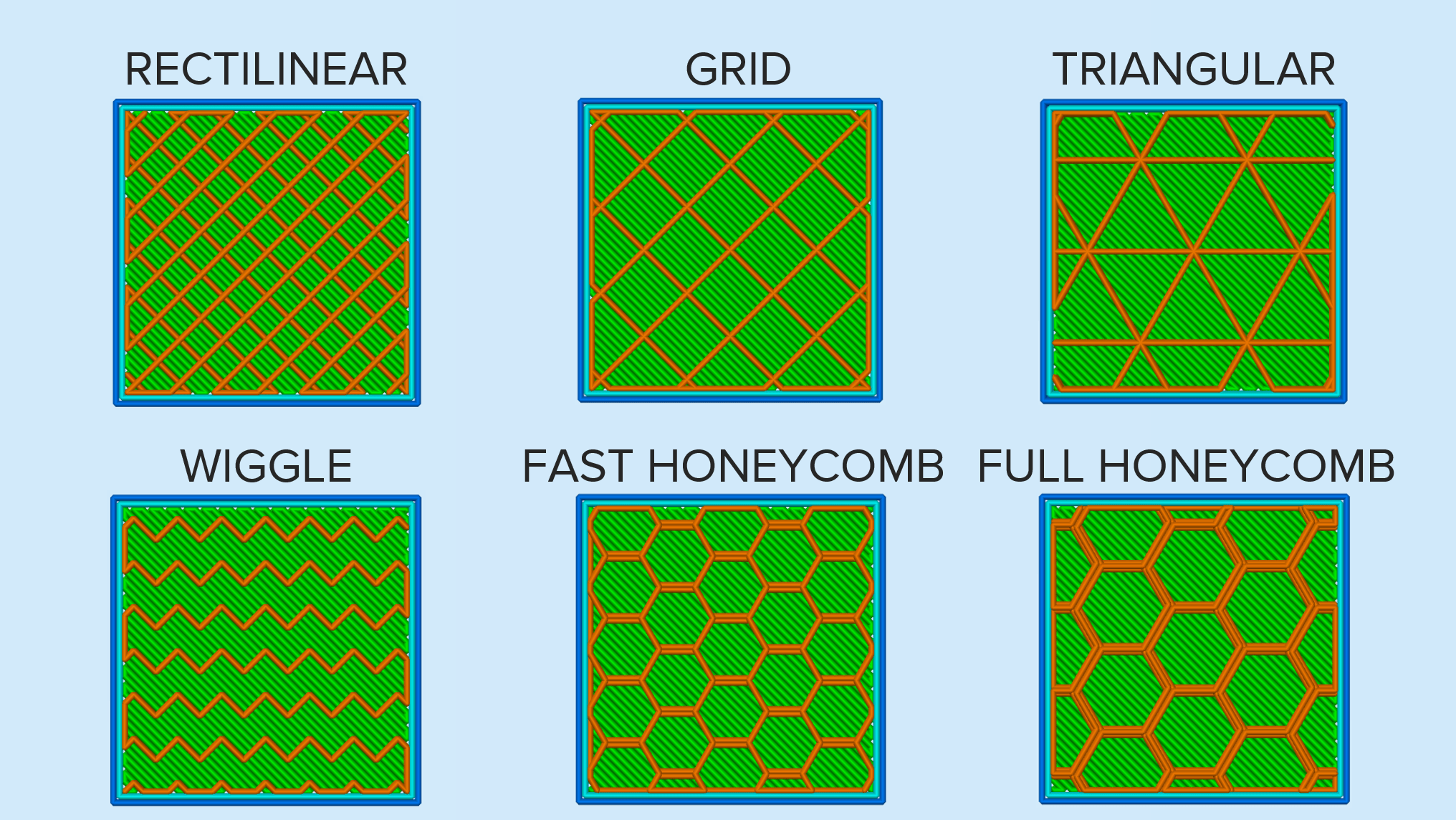
6. Pattern di riempimento interno / esterno
La resistenza dell'oggetto varia a seconda del tipo di riempimento interno scelto. Se vuoi che la tua stampa sia forte, scegli riempimenti come Grid, Solid Honeycomb e Triangular.
Stampe
che non richiedono molta forza possono essere creati con inserti più
deboli come Fast Honeycomb, per ottenere stampe più veloci. L'intreccio influirà sull'aspetto estetico che desideri per la stampa.
7. Impostazioni della temperatura
La temperatura dell'estrusore e del letto possono influire notevolmente sulla qualità della stampa. Puoi controllare entrambi con lo slicer.
Ci sono alcune linee guida generali per le temperature che dovresti
usare per tipi specifici di filamenti ma ogni stampante e materiale è
diverso, quindi inizia con le temperature raccomandate e poi divertiti a regolare
di 5-10 gradi per vedere che succede.
8. Temperatura dell'estrusore
Varia a seconda del filamento utilizzato. Per PLA, la temperatura consigliata è 195-235 gradi centigradi e si può stampare con o senza un letto di stampa riscaldato. Per ABS meglio utilizzare una temperatura leggermente superiore (230-260 gradi centigradi) con un letto di stampa riscaldato. Quando si stampa un disegno con piccoli dettagli, è buona norma mantenere la temperatura più bassa possibile.
Altre variabili da tenere a mente sono il diametro dell'ugello, l'altezza dello strato e le impostazioni di velocità.
Potrebbe sembrare banale, ma i letti riscaldati possono avere un impatto enorme sulla qualità della stampa.
Il filamento si scalda fino a temperature di oltre 200 gradi quando
viene espulso dall'ugello e quando si posiziona sulla superficie più
fredda del piano di stampa può causare problemi di deformazione.
L'uso di una piastra di costruzione riscaldata aiuta a prevenire la
deformazione perché mantiene caldi gli strati inferiori della stampa man
mano che gli strati superiori più caldi vengono estrusi e consente un
raffreddamento generale più uniforme.
L'ABS tende a restringersi di più quando viene estruso, quindi, se si
stampa con esso, le temperature consigliate sono comprese tra 100-110 gradi centigradi . Se si decide di utilizzare un letto riscaldato per PLA, le temperature di 50-60 ° C in genere funzionano meglio.
10. Comandi della ventola
Se si stampa un disegno con dettagli fini e la stampa viene deformata e
sciolta in più punti, la ventola può aiutare a prevenire il
surriscaldamento e a mantenere la forma.
Fai attenzione quando usi la ventola per i primi strati della stampa,
perché può contribuire a problemi di adesione del letto (specialmente
con l'ABS che tende a ridursi).
Nella scheda di raffreddamento è possibile regolare i punti di
impostazione della sua velocità in modo da poterla disattivare per i primi strati e accenderla per i livelli superiori.
Reactions




0 Commenti